


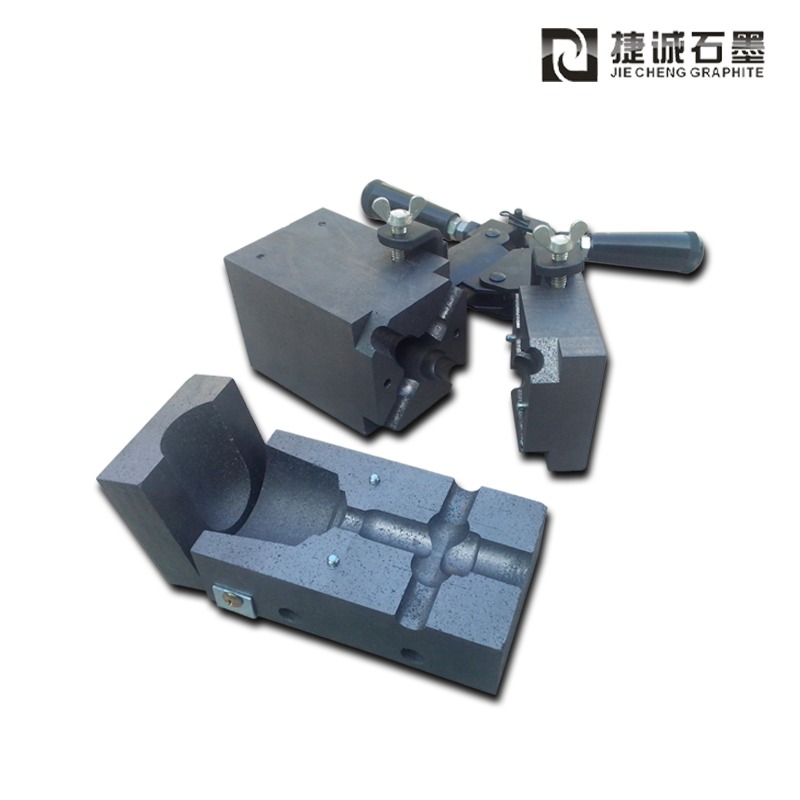


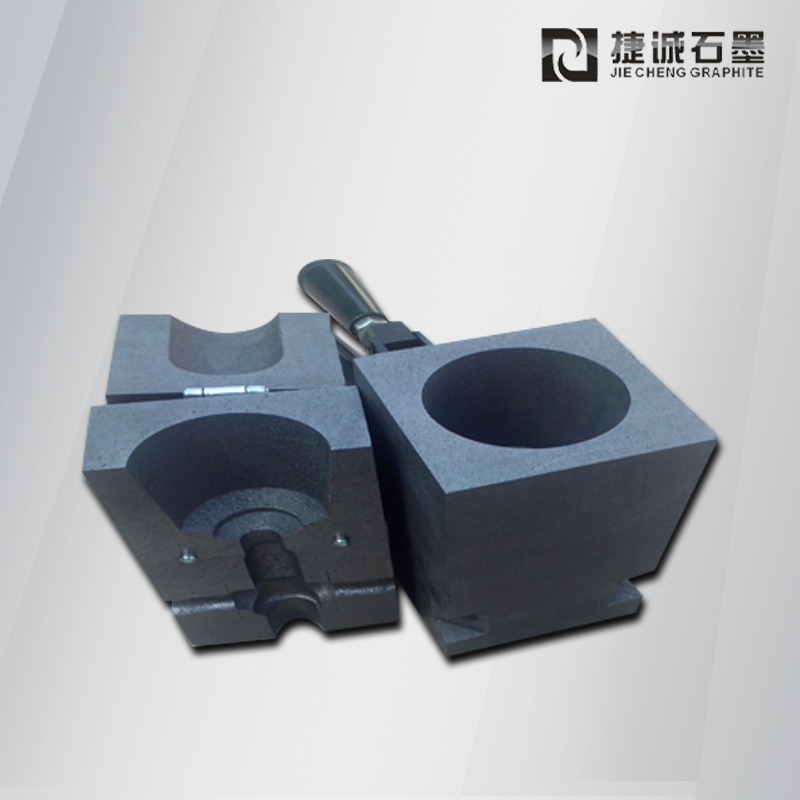
電纜銅芯焊接石墨模具,南方電網(wǎng)銅纜銅芯焊接指定供應商,石墨模具

捷誠石墨
13500098659
更多信息資訊掃描二維碼咨詢了解








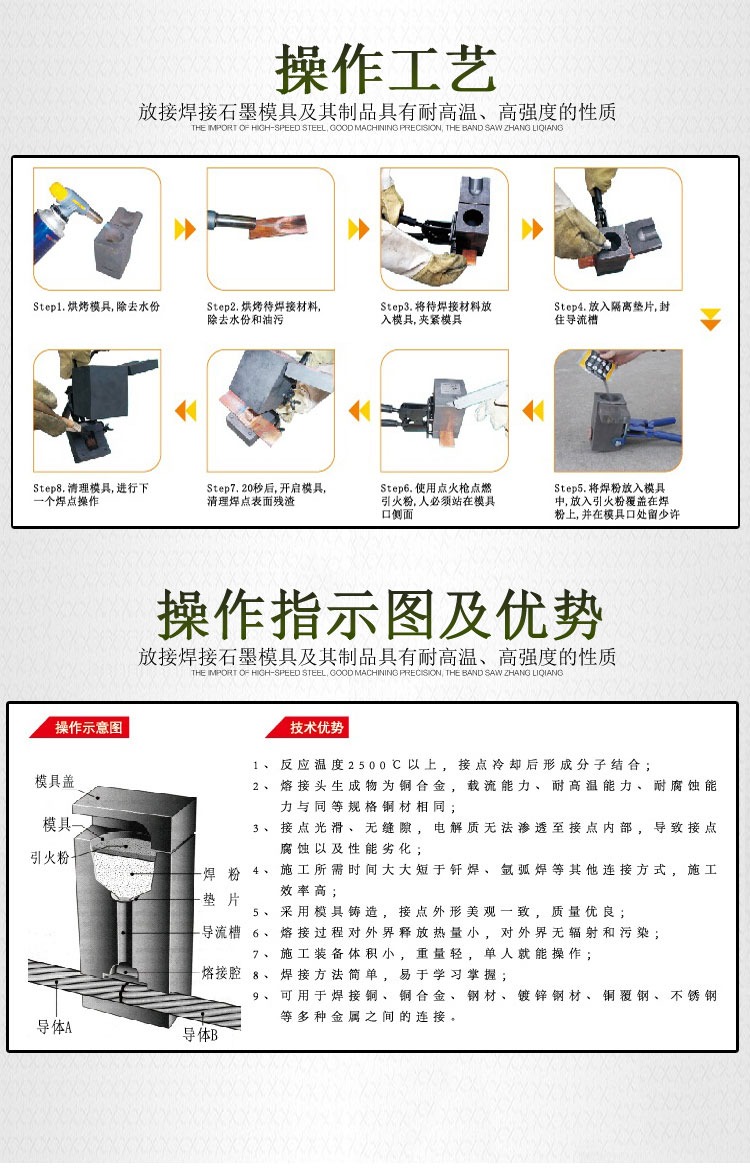
放熱焊接(火泥焊接、熱熔焊接)是通過鋁與氧化銅的化學反應(放熱反應)產(chǎn)生液態(tài)高溫銅液和氧化鋁的殘渣,并利用放熱反應所產(chǎn)生的高溫來實現(xiàn)高性能電氣焊焊的現(xiàn)代焊焊工藝。這個反應是在耐高溫的石墨模具內進行的,放熱反應過程只需要短短的幾秒時間既可完成。放熱焊接是一種簡單、高效率、高質量的金屬連焊工藝,它利用金屬化合物化學反應熱作為熱源,通過過熱的(被還原)熔融金屬,直焊或間焊加熱工作,在特制的石墨模具的型腔中形成一定形狀、尺寸,符合工程需求的焊焊焊頭。當前,放熱焊接已經(jīng)普遍取代了以往金屬之間的機械連焊方法。 銅與銅、銅與鋼、鋼與鋼、鍍銅與鍍銅、等金屬都可以焊接。
產(chǎn)品特點:
1.焊焊點的載流能力(熔點)與導線的載流能力相等;
2.因為焊焊點是焊焊而成的,所以不會老化;
3.焊焊是一種分子結合,不會松脫;
4.焊焊點象銅一樣不受腐蝕性產(chǎn)物的影響;
5.焊焊點能經(jīng)受反復多次的大浪涌(故障)電流而不退化;
6.焊焊方法簡單,培訓容易;
7.供焊焊用的材料很輕,攜帶方便;
8.進行焊焊時,無需外焊電源或熱源;
9.從外觀便能核查焊焊的質量;
10.可用于焊焊銅、銅合金、鍍銅鋼、各種合金鋼包括不銹鋼及高阻加熱熱源材料。
產(chǎn)品注意事項:
1、首先根據(jù)焊接材料形狀尺寸,開具合適的模具,并配置相應型號的焊粉
2、焊焊前對拉件進行處理,除油、除污物及氧化層
3、對模具進行充分預熱 ,必須使用噴火炬(或瓦斯噴燈)烘干被焊焊件和熔模,使其盡可能的不含水分
4、安裝好模具檢查后倒入焊粉并點燃反應 ,點火之前,必須保證蓋上熔模蓋,且熔模閉合處無開縫。
5、現(xiàn)場 1-2米 范圍之內,不得有易燃物品擺放,對模具進行清理并準備下次使用
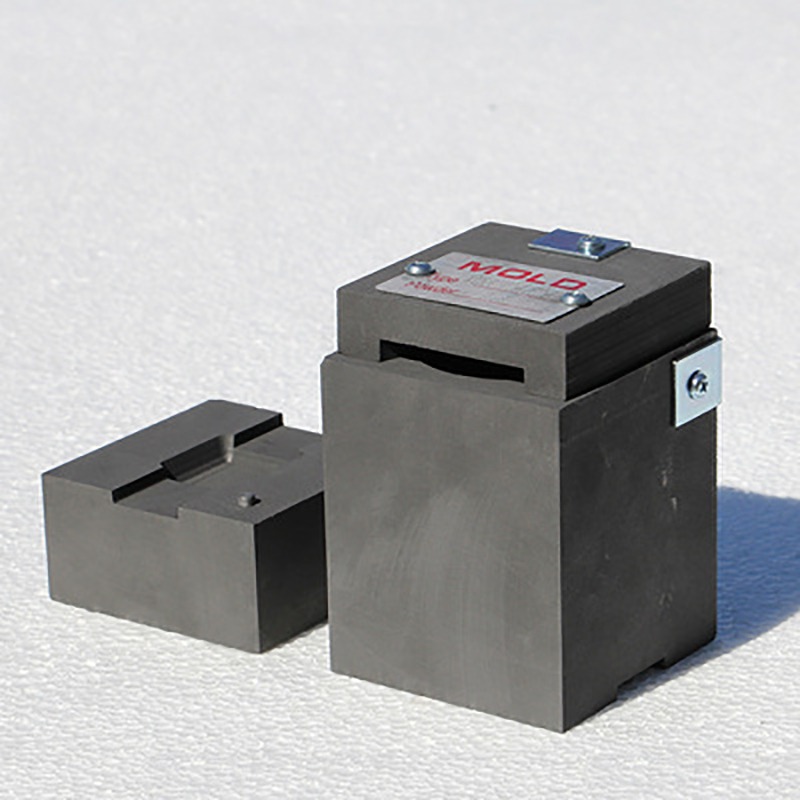
產(chǎn)品使用說明:
步驟一:清潔模具,用加熱的方法或一次試驗性質的焊焊來去除模具水氣,然后把已清潔的金屬導體放進熔模內, 夾好模具使其沒有縫隙。
步驟二:把金屬隔離片放進模具反應腔的底部。
步驟三:把焊粉倒入模具腔中。
步驟四:把引火粉倒入焊粉上面留一些引火粉于模唇上。
步驟五:蓋上熔模蓋,再以點向著模唇的引火粉點火。
步驟六:反應進行1分鐘待金屬溶液完全凝固,打開模具并清潔模具以備下一次的使用。一個完整的火泥焊接連焊器制作完成。
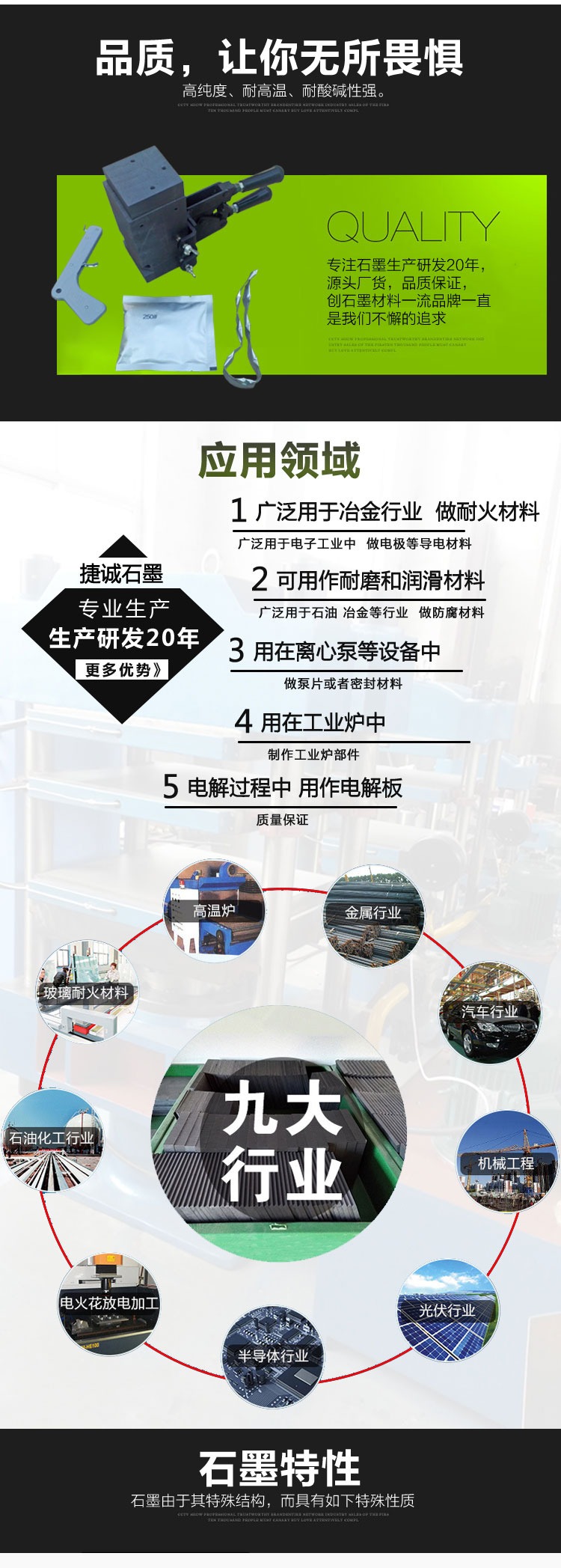
產(chǎn)品領域:
1、電網(wǎng)變電站防雷接地
2、高鐵地鐵防雷接地
3、化學大型化工廠防雷接地
4、風力發(fā)電防雷接地
5、光伏發(fā)電防雷接地
6、通信鐵塔防雷接地
7、交通、石化、機房、高速公路、軍事基地、銀行等防雷接地




-
2022-01-06
-
2022-01-06
-
2022-01-06
-
2022-01-06
-
2022-01-06
-
2022-01-06